Roll forming
Roll Forming Process – Key Stages
1. Decoiling
The metal coil is loaded onto a powered decoiler, where controlled tension ensures smooth handling across different sheet thicknesses.
2. Feeding
Motorized feed rollers or tables guide the sheet steadily into the first forming station, maintaining alignment and consistent material flow.
3. Forming
The sheet travels through a series of precision-engineered forming stations. Each station gradually shapes the material until the final profile is achieved.
4. Cut-Off
A high-speed shear or saw automatically cuts the formed profile to the required length without interrupting the production flow.
5. Exit Table
Finished sections are transferred to the exit table, where they are inspected and prepared for downstream processes such as punching, notching, packing, or assembly.

High-speed production
Ideal for long lengths
Consistent quality
Precise dimensions
Low material waste
Cost-effective for bulk jobs

Roll Forming Workflow – Technical Explanation
Raw Material Inward
Coils are received as per the production plan and recorded in the ERP system. Material specifications such as grade, thickness, width, and coating type are verified against the purchase order.
Inward Inspection
A detailed QC inspection is performed to evaluate surface condition, dimensional accuracy, edge quality, and any transport-related deformities. Only approved coils are released for processing.
Uncoiling
The coil is mounted onto a powered or manual decoiler. Tension control systems ensure smooth unwinding and maintain proper back-tension to avoid material distortion or jerks during feeding.
Material Loading Into Entry Section
The leading edge of the strip is guided into the line’s entry guide system. Edge guides ensure proper alignment to prevent lateral movement throughout the forming process.
Leveling / Flattening
The strip passes through a precision leveling unit that corrects coil-set, crossbow, and waviness. This ensures a flat, uniform strip with consistent dimensional stability before forming.
Pre-Punching (Optional)
Servo-controlled or hydraulic punching stations create holes, slots, embossments, or notches as per the profile design. The punching sequence is synchronized with line speed to maintain accuracy.
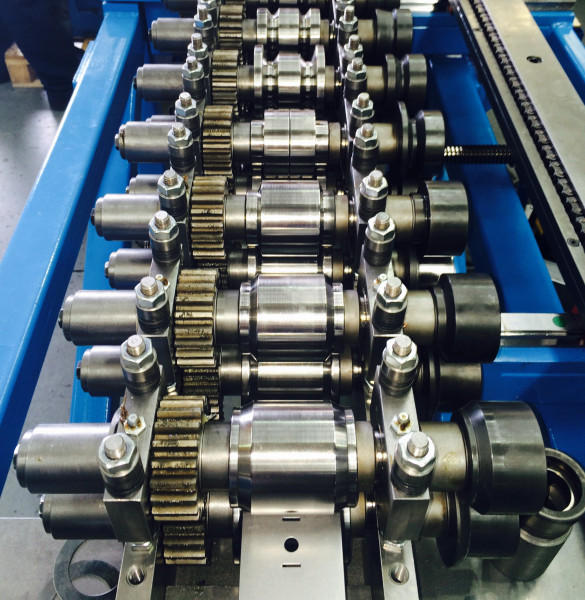
Roll Forming – Progressive Forming Through Roll Stands
The material passes through multiple forming stands where each roller set performs a controlled incremental bend. The profile gradually achieves its final geometry while maintaining tight dimensional tolerances, minimal spring-back, and structural integrity.
Cut-to-Length Operation
A flying cutoff system or hydraulic shear trims the profile to required lengths without halting the continuous line. Cutting accuracy is monitored to ensure tolerance compliance.
Finished Part Discharge
The formed and cut sections are transferred to the outfeed conveyor or table. Sensors and automated ejectors may be used for consistent discharge.
Stacking & Packing
Profiles are stacked using manual or automated stacking systems. Protective materials, banding, wrapping, or palletizing methods are applied depending on product sensitivity and customer requirements.
Dispatch from Finished Goods Area
Packed bundles are transferred to the finished goods warehouse. Material is scanned, logged, and prepared for shipment along with necessary documentation such as packing lists, test certificates, and invoices.





⭐ FAQ — Roll Forming
What material thicknesses can be processed in a roll forming line?
Roll forming lines typically handle material thicknesses ranging from 0.3 mm to 6.0 mm, depending on the machine design, roll stand capacity, and forming requirements.
How is dimensional accuracy maintained during roll forming?
Dimensional accuracy is achieved through precise roll tooling design, controlled forming passes, proper alignment of roll stands, and continuous monitoring of parameters such as strip tension, feed alignment, and line speed.
Does roll forming affect the mechanical properties of the material?
Roll forming involves cold working, which can increase material hardness and yield strength in the formed areas. However, the process preserves the material’s overall structural integrity without causing thermal distortion.
What are the typical inline operations that can be integrated with a roll forming line?
Common inline operations include punching, notching, embossing, swaging, welding, clinching, and cut-to-length. These operations reduce handling time and improve production efficiency.
How is spring-back controlled in roll-formed sections?
Spring-back is managed through optimized roll design, controlled forming angles, material selection, forming sequence adjustments, and in some cases, over-bending techniques to compensate for elastic recovery.